Сначала:

✅ Переработка разного вида полимеров происходит на станках, оснащенных под определенный тип пластика. Характеристики и узлы экструдеров для полимеров устроены так, чтобы максимально очищать расплавленный материал, перемешивать до равномерной кондиции и производить качественные гранулы. Несмотря на разницу в оснащении и цену станков, процесс переработки одинаковый.
Экструзионные линии выбирают на переработку по основным параметрам:
До переработки на экструдере, отходы пластмассы проходят предварительную подготовку. Габаритные изделия дробятся на мелкие части, измельчаются в специальных станках и очищаются по средствам моечного оборудования. Сушка сырья обязательна, для предотвращения попадания влаги и нежелательных примесей в конечный продукт.
⚡ Производительность стренговых линий варьируется от 140 до 500 килограмм в час. Затраты на производство одной тонны гранул начинаются от 34 и достигают 440 кВт. Данный вид оборудования возможно разместить компактно в ограниченном пространстве, так как его части не закреплены. Производительность линий с водокольцевой резкой варьируется от 250 до 700 килограмм в час, а затраты электричество начинаются от 90 кВт на тонну и достигают 440 кВт.
Переработка разного вида сырья происходит на станках, оснащенных под определенный тип пластика. Характеристики и узлы экструдеров для полимеров устроены так, чтобы максимально очищать расплавленный материал, перемешивать до равномерной кондиции и производить качественный продукт. Несмотря на разницу в оснащении и цену станков, процесс переработки одинаковый.
Экструдеры для полимеров выбирают на переработку по основным параметрам:
До переработки на экструдере, отходы пластмассы проходят предварительную подготовку. Габаритные изделия дробятся на мелкие части, измельчаются в специальных станках и очищаются по средствам моечного оборудования. Сушка сырья обязательна, для предотвращения попадания влаги и нежелательных примесей в состав пеллетов.
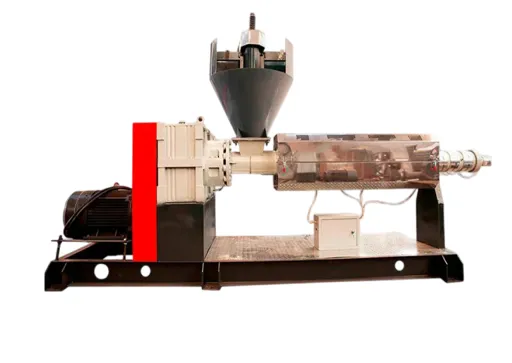
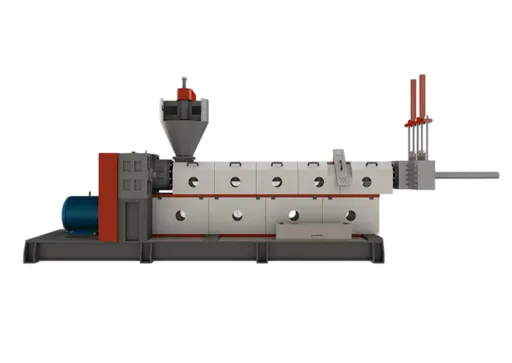
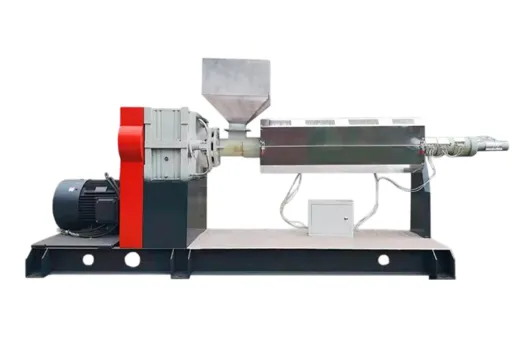
Подготовленная пластмасса загружается в приемный бункер, где расположена часть шнека называемая питатель. В данной зоне обеспечивается подача материала на дальнейшую переработку в экструзию. Тут же имеется дренажная система, через которую убирается влага, если она поступает с сырьем.
⚡ Важным этапом работы является плавление пластмассы и получение экструзии. Получение экструзии обеспечивается по средствам тэнов, установленных вдоль шнека. Нагревание тэнов происходит до оптимальной температуры. Мягкие и твердые виды пластмасс плавятся под воздействием разных температур и подвергаются разным видам переработки для получения высокого качества гранул. Так характеристики сырья влияют на форму шнека, применяемого к конкретным полимерам. Для плавленых твердых пластмасс используется шнек с одним витком, а гребни расположены на расстоянии около 9 сантиметров. Такие параметры применимы к твердым пластмассам, так как они имеют высокую сыпучесть и при переработке обеспечивается непрерывная подача экструзии без прерываний. Для мягких полимеров применяют шнек с двумя витками, с расстоянием между гребнями в 7 сантиметров, что позволяет уплотнять легкий и мягкий плавленый пластик. Подобная конструкция позволяет перерабатывать пластик экструзией непрерывно и без пульсаций. Так же могут применяться конструкторские решения, когда толщина шнека увеличивается, сокращая высоту гребня, что способствует лучшему перемешиванию, либо резко уменьшается – такое решение применяется для дегазации расплава. Расстояние между витками по длине шнека может сужаться и расширяться, а сам шнек не однократно увеличиваться и уменьшаться в толщине. Для большей производительности на одном каскаде могут устанавливаться по два шнека.
Пример работы гранулятора для полипропилена на пленке ПП и БОПП SJ 200/180 SGM
 |
 |
 1
1
Заказ можно оформить на сайте или по телефону +7 (495) 748 88 48
 2
2
Договор можно подписать через электронный документооборот
 3
3
Оплата происходит безналичным расчетом
 4
4
Самовывоз / доставка ТК